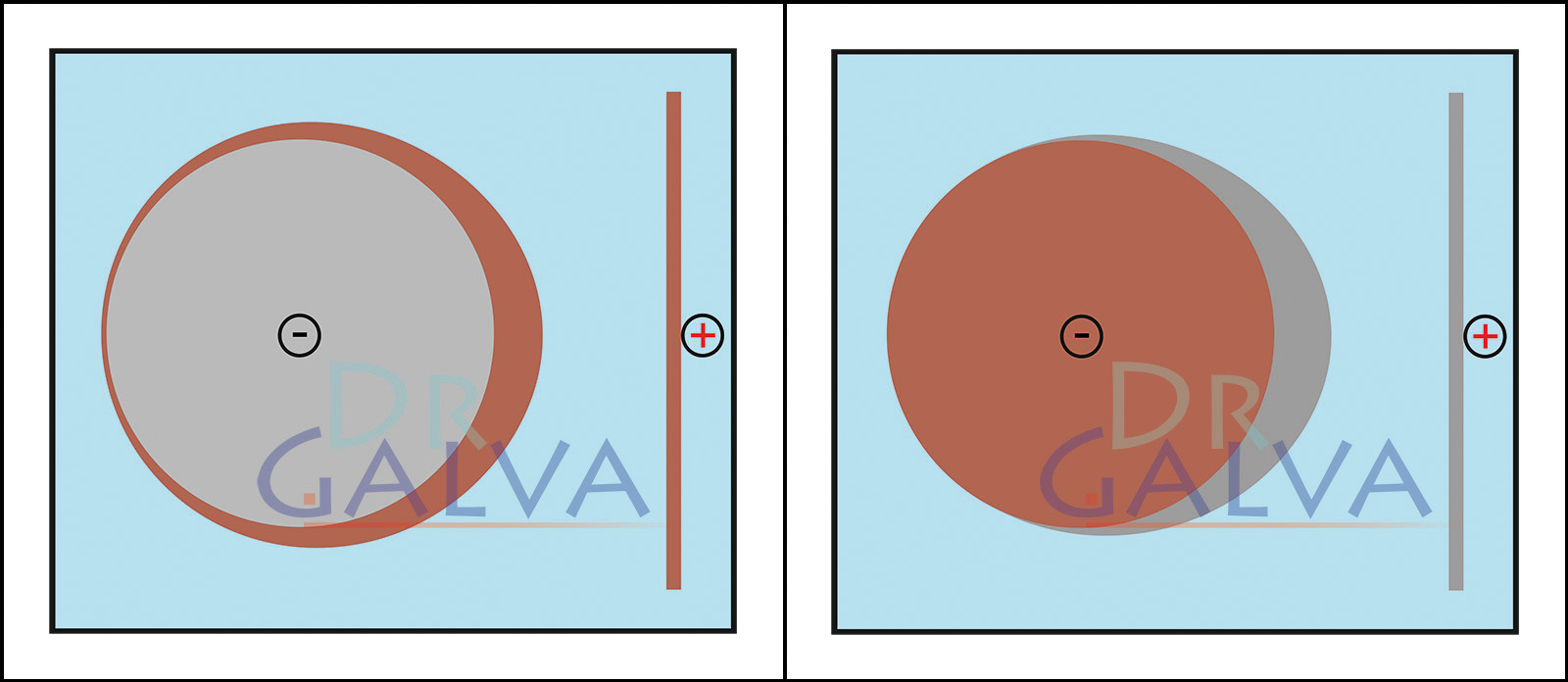
Nous abordons ici la question très importante de la diffusion à prendre en compte. L'anode doit être adaptée à la forme de la pièce à revêtir. Un flux de courant plus important à lui seul assombrirait et ternirait les endroits les plus proches de l'anode, car la densité de courant serait alors trop élevée localement.
Bonne diffusion (par ex. cuivre acide) en utilisant une anode plate. Plus la distance est faible, plus le courant passe à ces endroits et plus de métal y est déposé. Grâce à la bonne diffusion, une fine couche est tout de même déposée sur la face arrière.
Mauvaise diffusion (par ex. zinc faiblement acide). Dans ce cas, le métal n'est déposé que sur la face orientée vers l'anode. Sur la face arrière, le courant ne circule pratiquement pas et il n'y a pas de dépôt ou seulement un dépôt minimal.
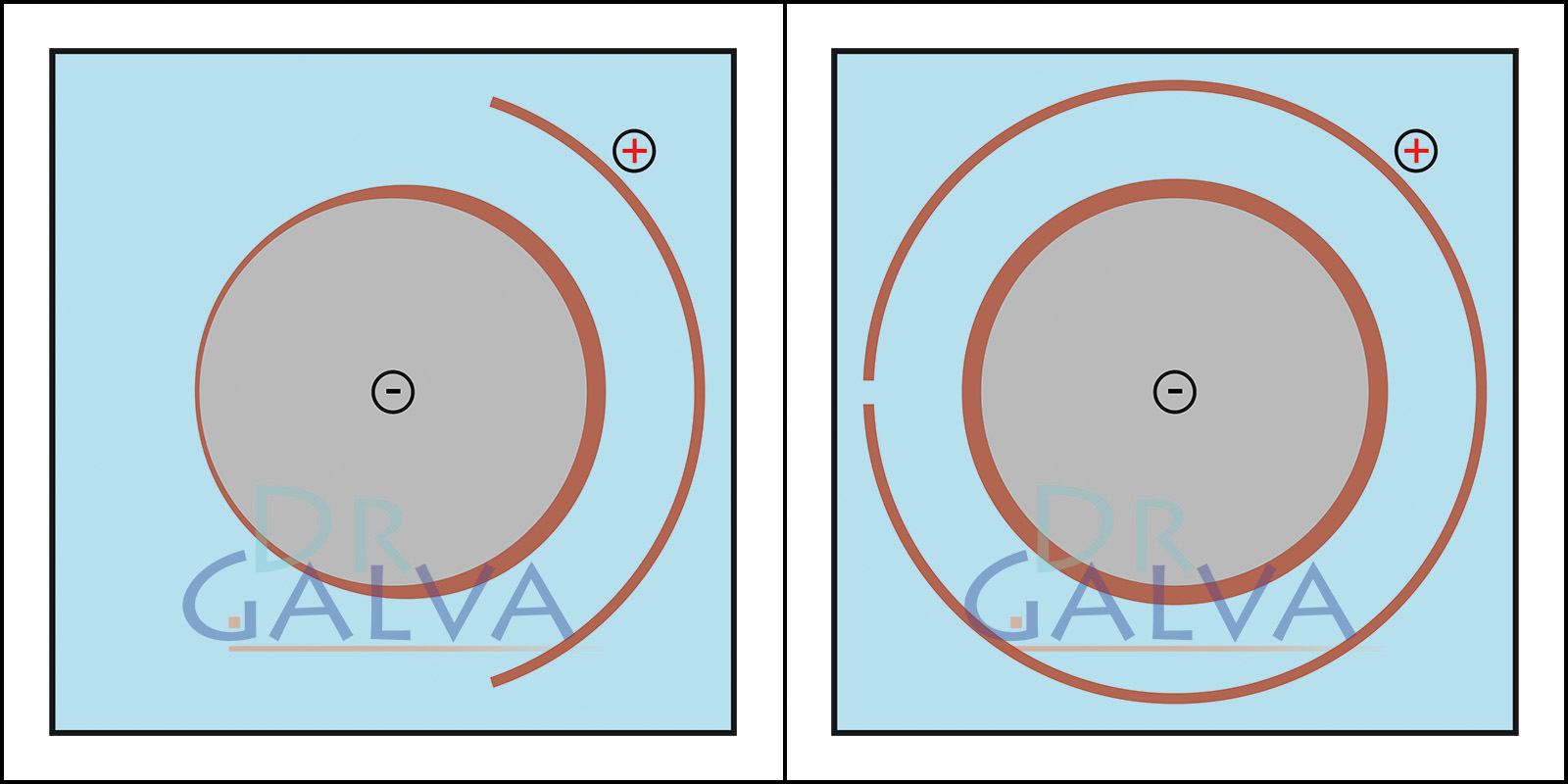
Si la forme est adaptée à la pièce, le métal se dépose de manière nettement plus régulière. Sur la face opposée à l'anode, la couche est plus fine. Globalement, la couche devient nettement plus uniforme par rapport à une anode plate.
Dans le bain galvanique, on trouve une anode annulaire et la pièce à usiner. De cette manière, on s'assure que la distance entre l'anode et la pièce à usiner est la même tout autour. Pour obtenir un dépôt uniforme, il n'est pas nécessaire de faire tourner la pièce.
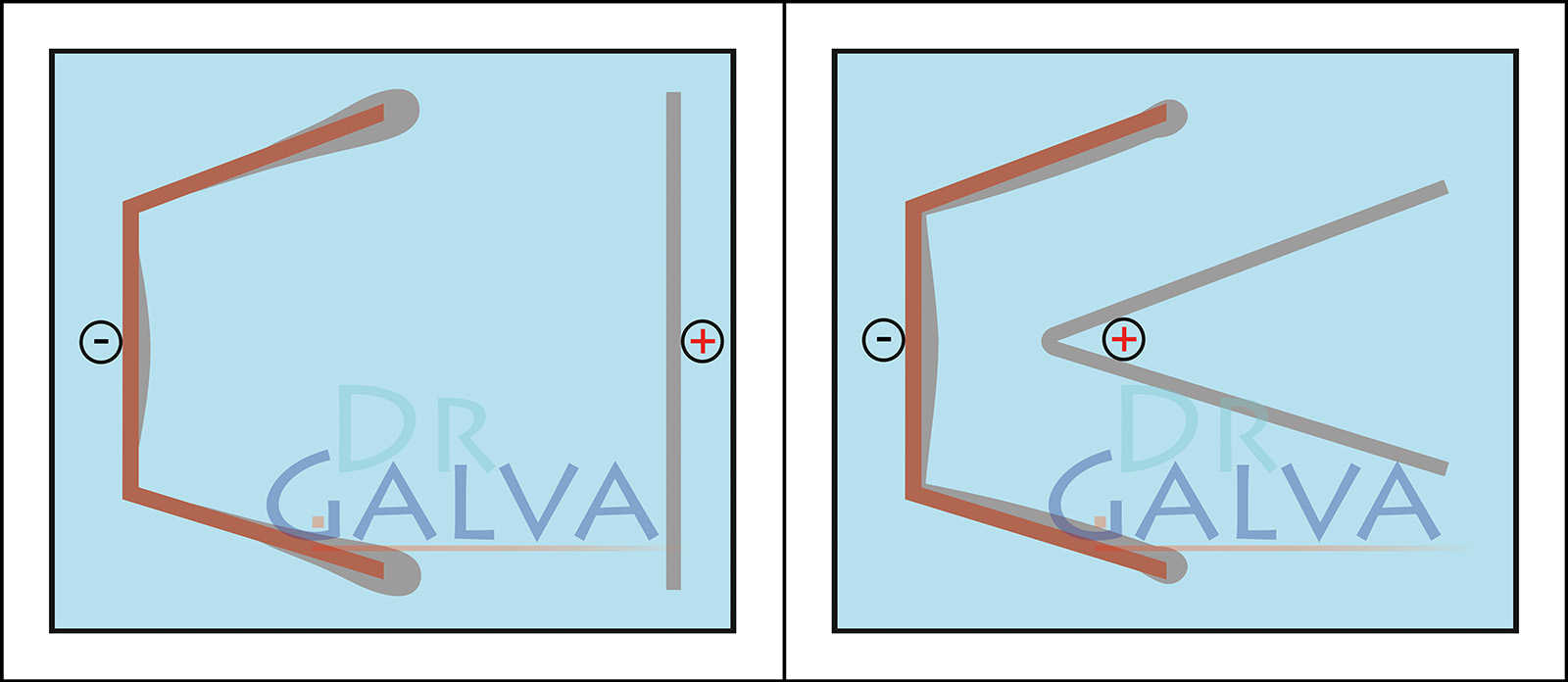
C'est la forme la plus compliquée, le métal se dépose presque uniquement dans la zone faisant face à l'anode.
Avec une anode adaptée à la forme, on obtient encore un bon dépôt à l'intérieur, même les coins sont revêtus. Toutefois, cette opération est assez coûteuse.
x
Merci de vous enregistrer afin d'écrire un commentaire.
Nous abordons ici la question très importante de la diffusion à prendre en compte. L'anode doit être adaptée à la forme de la pièce à revêtir. Un flux de courant plus important à lui seul
Vous avez certainement déjà vu les vis jaunes irisées que l'on trouvait souvent sur les voitures ? Elles ont d'abord été galvanisées (couche argentée), puis ont reçu la fameuse couche de chromate jaune.
Avis aux amateurs de bricolage : Faire soi-même de l'électrozingage est plus facile que prévu ! Grâce à nos instructions, vous obtiendrez un aperçu détaillé des bases de la galvanisation et des
Le nickelage électrolytique est une méthode éprouvée pour protéger les surfaces contre la corrosion et leur donner un aspect attrayant. Mais pourquoi cette technique est-elle si populaire dans le
L'acier inoxydable est un matériau précieux aux propriétés uniques, utilisé dans de nombreux secteurs industriels. Dans ce blog, nous jetons un coup d'œil dans les coulisses et découvrons pourquoi
Le revêtement en zinc-nickel est un avantage imbattable en termes de durabilité et de protection. Il offre une excellente résistance à la corrosion et empêche ainsi l'usure des installations et
Le Dr Galva et ses produits galvaniques offrent une opportunité unique de concrétiser les visions des gens. Grâce à sa technologie révolutionnaire et à son équipe dévouée, il fournit l'inspiration
Le brunissage rapide Dr. Galva vous permet de traiter vos pièces métalliques en un clin d'œil et d'obtenir une finition impeccable. C'est une alternative rapide, efficace et économique aux
Faites l'expérience d'un brunissage parfait à la brosse avec Dr. Galva Ultra-7 ! Grâce à notre technologie innovante, vous pouvez obtenir rapidement et facilement une surface lisse et uniformément
Le nickelage galvanique est une méthode simple et peu coûteuse pour protéger rapidement et efficacement les pièces métalliques. Dans notre tutoriel DIY, vous apprendrez tout ce que vous devez
La galvanisation est une méthode fiable pour obtenir des finitions chromées uniques. Avec ce guide de bricolage, nous vous proposons des instructions simples, étape par étape, pour vous aider à
Une bonne protection contre la corrosion n'est obtenue qu'avec une couche suffisamment épaisse ou alors avec une combinaison de couches appropriée. Une fine couche de chrome sur du fer n'offre
Comment nous utilisons les cookies&co
En cliquant sur "Accepter tout", vous autorisez l'utilisation des services suivants sur notre site web : Technisch notwendig, OSS Lieferland Geo-Ip Dienst, releva.nz Retargeting, Google Analytics, Google Ads, Google Tag Manager. Vous pouvez modifier ce paramètre à tout moment (icône d'empreinte digitale dans le coin en bas à gauche). Pour plus de détails, voir ci-dessous Configurer et dans notre Politique de confidentialité.
Les réglages que vous effectuez ici, seront enregistrés sur votre appareil terminal dans le "Local Storage" et seront à nouveau actifs la prochaine fois que vous visiterez notre boutique en ligne. Vous pouvez modifier ces paramètres à tout moment (icône d'empreinte digitale en bas à gauche).
Les informations sur la durée de la fonction de cookie ainsi que les détails sur les cookies techniquement nécessaires se trouvent dans notre déclaration sur la confidentialité des données.
Der Geo-Ip Dienst dient lediglich der Bestimmung des Landes aus dem der Benutzer diese Seite besucht, um automatisch länderspezifische Steuersätze und Preise anzuzeigen zu können.
Description:
Länderbestimmung für länderspezifische Steuersätze
Dieses Skript hilft uns, dir relevante Services und Produkte auf anderen digitalen Plattformen anzubieten
Description:
Name der gesetzten Cookies: dmc-12, dmc-12-r
Cookie Gültigkeit: dmc-12 (2 Jahre), dmc-12-r (2 Jahre)
Liste der Cookie Domains: hyj.mobi
Ort der Verarbeitung: Europäische Union
dmc-12
dyn.: Nein
Ablauf: 2 Jahre
Speichertyp: Cookie
dmc-12-r
dyn.: Ja
Ablauf: 2 Jahre
Rechtliche Grundlage:
Im Folgenden wird die nach Art. 6 I 1 DSGVO geforderte Rechtsgrundlage für die Verarbeitung von personenbezogenen Daten genannt.
- Art. 6 Abs. 1 s. 1 lit. f DS-GVO
Ort der Verarbeitung: Europäische Union
This is a web analysis service. It allows the user to measure advertising return on investment (ROI) and track user behavior. Data collected: anonymized IP address, date and time of visit, usage data, click path, app updates, browser information, device information, JavaScript support, pages visited, referrer URL, location information, purchase activity, widget interactions.
This is an advertising service. This service can be used to display personalized or non-personalized advertising to users. With Google Ads Conversion Tracking, we can measure our advertising success in the Google advertising network. We place advertisements in the Google advertising network so that our offers can be found more easily. We try to optimize our advertising as much as possible. Also to keep advertising costs as low as possible. This is reflected in our prices.
This is a tag management system. The Google Tag Manager allows tags to be integrated centrally via a user interface. Tags are small sections of code that can track activities. Script codes from other tools are integrated via the Google Tag Manager. The Tag Manager makes it possible to control when a specific tag is triggered.
Vous souhaitez voir ce contenu? Activez le contenu souhaité une unique fois ou définissez une libération permanente. Si vous acceptez, les données seront récupérées auprès du fournisseur tiers nommé. Des cookies tiers peuvent être stockés sur votre appareil. Vous pouvez modifier ces paramètres à tout moment (icône des empreintes digitales dans le coin en bas à gauche). Vous trouverez plus de détails dans notre déclaration sur la confidentialité des données.